




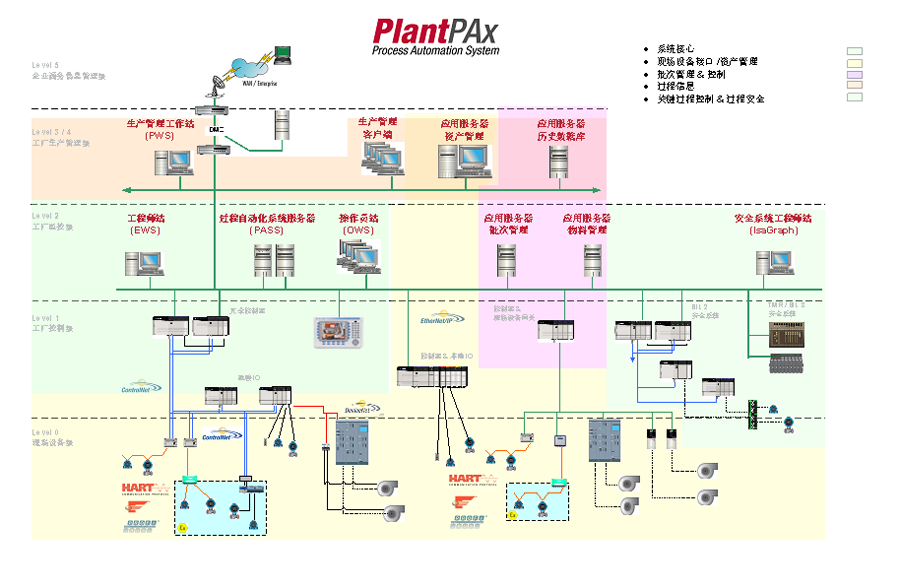
PlantPax System
描述
1. Features of PlantPAX process control system
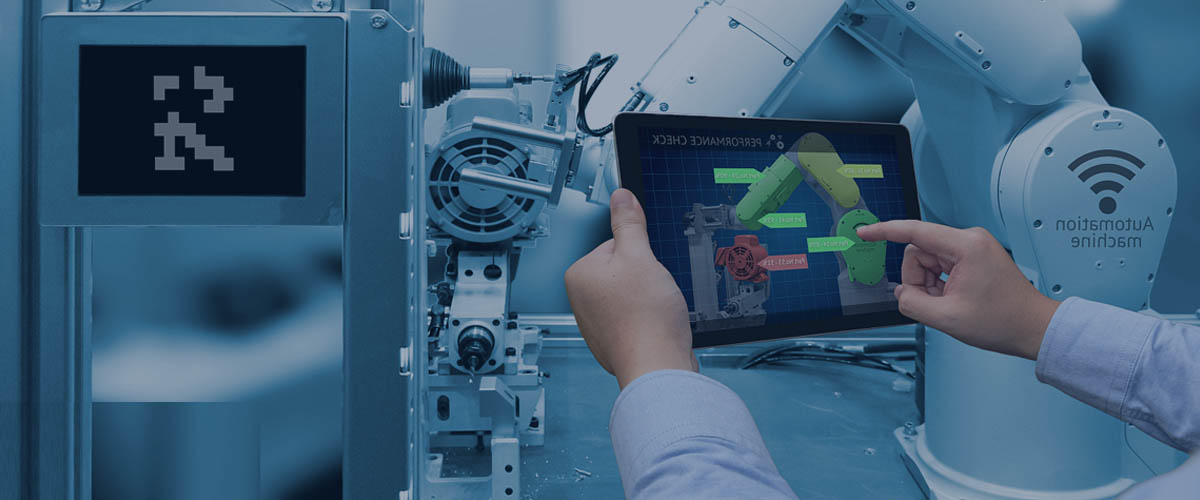
The system adopts a distributed structure, and multiple system components are distributed on the open redundant communication network. These system components have independent function processors, and each function processor is configured and configured to complete specific tasks. Programming, any system that requires the upper computer to operate or configure will not be accepted. Under one system architecture, the unified software and hardware platform should be able to realize process control, advanced optimization control, electrical control, discrete control, sequence control, batch control and safety control at the same time, and can meet the requirements of factory process information, production management, etc. need. Using an open network architecture, the communication is stable and reliable, and the system is easy to expand. Rich hardware modules can meet the different needs of users. The PlantPAX process control system has a high degree of flexibility and excellent expansibility, whether it is the control of small production units, or the integrated control of ultra-large-scale plants, or even for field equipment management and maintenance, as well as cross-plant production management, etc., the system It can easily meet the needs of small stand-alone independent systems and large-scale distributed cross-regional system applications. The system must support remote and local IO expansion methods, including intrinsically safe IO and SIL graded IO, to meet various factory environments with flexible IO methods. The PlantPAX process control system has powerful field device integration capabilities. In addition to supporting IO products widely used in the industry, the system can also integrate intelligent digital field devices on the same platform, such as HART, Foundation Fieldbus, DeviceNet and Ethernet for process instrumentation. IP industrial control equipment. The seamless integration of these interfaces, while integrating tools for process instrumentation and drive equipment and motor control equipment, can provide higher integration efficiency. Asset management functions include change management and disaster recovery of controller configuration, vibration monitoring of rotating equipment, instrumentation and industrial equipment configuration, calibration and calibration record tracking management. It supports batch management and control on the PlantPAX process control system platform, supports flexible production recipe management, equipment-independent recipe management, batch-independent equipment control, and it also supports regulatory compliance. Comprehensive operational capabilities including batch visualization, analysis, and web-based reporting are provided. Scalable, integrated solutions follow industry standards for both smaller, basic batch/sequential control needs, as well as full-scale, complex distributed batch/sequential control requirements. The PlantPAX control system has comprehensive process information processing capabilities, providing an integrated set of decision analysis tools and graphical panels that facilitate real-time access and analysis of process and production information within the enterprise. Generate web-based KPI interfaces and reports. In the manufacturing process, the information generated in each manufacturing process is provided to the relevant personnel in a timely manner. The Distributed Historical Data Management strategy provides localized, backplane-based high-speed data acquisition and logging as well as field and enterprise solutions to meet the most demanding requirements. At the same time, the system should be able to seamlessly integrate advanced industrial-grade historical database, efficient historical data storage and compression technology, high-speed, real-time collection of historical data and advanced analysis. The PlantPAX process controller has dispersed physical locations, dispersed control functions, and dispersed system functions, while the human-machine interface unit used for process monitoring and management has centralized display, operation, recording, and management functions. After on-site debugging, power supply, and input and output signals in the production device, the production monitoring, process control, operation screen, parameter alarm, data recording and trend function requirements of the device can be met, and long-term reliability can be guaranteed. run.
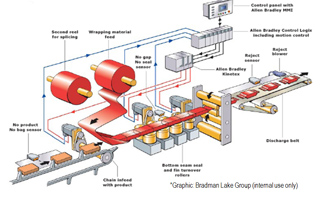
2. System composition
1. The PlantPAX process controller completes continuous, discrete and sequential control and data acquisition functions through intelligent process I/O hardware, connection terminals and necessary signal processing. The process controller can be distributed locally or centralized. in the control room.
2. The LCD operation station as the human-machine interface includes keyboards, printers, color liquid crystal displays, etc., which are installed in the operation area of the control room.
3. The operator/engineer station is composed of color LCD, keyboard, printer, disk drive, etc.
4. The system components (process controller, operator and engineering station) communicate through high-speed data bus. All variables in the system are updated at least once per second, and the update period of important variables is 10 times per second.
3. Description of control function
1. The PlantPAX process controller can realize continuous and discrete functions. The user can easily define a variety of processing speeds of the controller. The execution rate must be set to 50, 100, 200, 500, 1000 or 2000 milliseconds. All control objects, regardless of their function block content, must be able to be set to execute at any of the above rates. When the controller realizes discrete control, the system must be able to use the ladder programming language to realize rapid processing of discrete tasks, run continuous control and interlock logic control at different speeds, and the controller can be configured as 1:1 redundancy, two Each redundant controller must be installed on two independent racks/backplanes. Independent rack/backplane redundancy can ensure that the system can perform redundant switching in the event of an abnormality in the rack/backplane. Does not affect the control function of the entire system. In a redundant system, when a CPU error is detected, the switchover mechanism is started immediately, and the switchover should be completed within 20 milliseconds. The reason for the controller redundancy switchover must be able to be indicated in the software. The control station of the PlantPAX process control system should be able to meet the function and speed requirements of conventional process control, and have the functions of continuous process control, batch control and general sequence control, and the system can realize the discrete control function of rapid processing. The control capacity, control time and data processing method of the control station shall be explained in the bidding technical documents. When the I/O modules of the system are added and the control strategy is modified online, it has no effect on the normal process control. Meet the needs of system expansion at any time. The PlantPAX process control system has the function of PID parameter self-tuning. The self-tuning function should be completed from the PID control panel. The PID instructions used in the function block language must integrate the PID self-tuning function, which can be enabled by any operator station or engineer station. The PID self-tuning mechanism must use an easy-to-use graphical interface with an installation "wizard" to guide engineers and technicians unfamiliar with the tool. The integrated self-tuner satisfies: Suitable for slow and fast-response processes Suitable for processes with self-regulation and divergent processes Immunity to noise and process load disturbances Direct access by the controller.
2. Continuous control: The PlantPAX process controller can complete basic adjustment and advanced control functions, including automatic-manual switching, anti-integral saturation, measurement value tracking, output limit and other standard algorithms and parameter self-tuning of the control loop. The system configuration software must contain predefined advanced control function blocks. These function blocks are capable of controlling a variety of difficult-to-control loops, such as large hysteresis, loops with significant dead time, loops with multiple control variables, and multiple coupled loops with complex relationships between multiple control variables and process variables. And can provide fuzzy logic control function, allowing users to create custom operation rules in the controller, suitable for complex control technology. In addition to the system with advanced control functions based on loops and controllers, the system should also have advanced control solutions based on device or process model prediction control, calculation and real-time optimization, applying process reference models to analyze current processes and predict future processes operation, allowing the controller to determine the best way to change the process output variables by adjusting the process input variables to achieve optimal control of the plant.
In addition, the controller provides the following algorithms:
- Add/Subtract/Multiply/Division Four Operations
- lead/lag
- delay
- High/Mid/Low selection
- rate-of-change limit
- Mass flow compensation calculation
- Cumulative value, average value
- sample and hold
- User-defined function blocks
- Hard/soft operator interface
3、Discrete control function/electrical control/drive control
The following algorithms are available in discrete control:
- switch control
- AND, OR, NOT LOGIC
- counting/timing
- User-defined function blocks
Electrical control
The PlantPAX system has the capability of electrical control, which can easily configure and control electrical equipment such as inverters, motors, motor protectors, MCCs, etc., and must provide ready-made inverter standard control function blocks and control panels in the system. For motor control, the system must have standard function blocks and control panels for single-speed motor control, fast and slow motor control, forward and reverse motor control, and can be called without any programming.
The PlantPAX system has complete electrical control functions, and can be connected to electrical equipment (inverter, MCC, motor protector, etc.) through hard wiring and EtherNet, ControlNet, DeviceNet and other networks to achieve seamless connection between the control system and electrical equipment.
4、Batch control and sequence control
PlantPAX systems have solutions ranging from basic sequential applications to complex sequential, highly demanding batch applications. PlantPAX systems are ISA-88 compliant with scalable batch capabilities, including a controller-based machine for local sequence control applications, as well as complex server-based batch control such as material tracking and electronic batch records .
Batch solution:
• Open and flexible, using industry standard communication protocols
• Integrated material management and recipe design
• Create, manage and automate recipes
• Reduce verification and debugging time
• Configure physical and process models
• Integrate a variety of supplementary application software
• Collect detailed electronic batch data of the production process and generate detailed reports
• Integrate batch recipe information and exchange information with enterprise information systems
• Simulate the entire batch production process
Basic batches and sequences
The PlantPAX system supports simple batch production applications. These applications can be described as the overall control function of the batch performed primarily within the system controller. Only batch-to-batch formula changes are required when necessary, and equipment is used with minimal flexibility unless the operator chooses to manage it. The system can use Phase Management technology to seamlessly integrate the batch processing system and the controller, and embed the S88-compliant Phase state model directly into the controller. For simple basic batch and sequence control, the system must be able to provide a simple controller-based batch and sequence control management software (Logix Batch and Sequence Manager) at no additional cost and comply with ISA-S88 state control , providing flexible recipe management and configuration to meet the needs of simple batch and sequence control for production control.
Comprehensive batches and sequences
PlantPAX systems can support complex batch production applications. These applications require server-based batch production management capabilities in addition to the batch control capabilities on the system controller. The system's server-based batch functionality must be an open application that can interact with batch production applications located on obsolete or third-party controllers. The system shall support S88 state control and ISA S88.01 standard.
5 、Safely control
The PlantPAX process control system has comprehensive TUV safety instrumented system certification and key control solutions, SIL1, 2, and 3 fail-safe fault-tolerant solutions, which can be fully integrated with the PlantPAX process control system. SIS or ESD system is a new technology and new equipment developed and improved in recent years. It is an integrated and standardized chemical process safety instrumentation system. It is a mature and practical system tested. It is easy to expand. Its functions can fully meet the needs of safety protection for large-scale production of chemical plants.
The safety control system meets the following technical requirements:
1、System safety level (SIL2)
The SIS system is a fail-safe system based on redundancy and fault-tolerant technology. The safety level should reach the SIL2 level of IEC 61508 or the AK4 level of DIN V 19250. The system has passed IEC SIL2 or TUV AK4 certification.
2、System reliability and availability
The SIS system has complete redundancy functions, and the processor, communication, power supply, etc. should all be configured with redundant structure.
3、System reliability
SIS system mean time between failure (MTBF) and mean time to repair (MTTR) should be advanced.
4、System availability
Various plug-in cards of the SIS system can be plugged and replaced online. Redundant equipment can self-diagnose online, give an error alarm, and switch without error. The system has complete hardware and software fault diagnosis and self-diagnosis functions, automatically records fault alarms and can prompt maintenance personnel to perform maintenance. The controller CPU can self-diagnose online and has the ability of error self-correction and self-recovery. Redundant equipment can self-diagnose online, give an error alarm, and switch without error.
5、Fault limit
The design of the SIS system is fail-safe (including hardware and software), and when a fault occurs in the system, it can be shut down in a fail-safe manner.
6、System response time and scan speed
SIS system I/O scan time and system response time (program execution time) must be in milliseconds. At the same time, the system has the function of sequence of events (SOE), which can record events at the millisecond level, so that every failure of the system itself and the process, or the factors that cause the process to stop, can be recorded in time and according to the actual time.
7、And protection function
The control station of the SIS system can meet the function and speed requirements of the chemical plant safety protection system, including I/O processing, communication, data acquisition and logic control, and process control. The hardware of the control station should have high reliability and fault tolerance, and should have the function of sequential event recording, which can control and protect various working conditions. The configuration software provided with the system complies with the IEC61131-3 standard, and is equipped with at least three programming languages such as ladder diagram, function block, and structured text. The software should be certified by TUV.
4. Alarm function
Displays all current process parameter alarms and system hardware failure alarms, and arranges them from the latest alarm in the chronological order of the alarms. The alarm priority and status are distinguished by different colors, and the unacknowledged alarms are flashing. .
The content of the alarm includes:
- Alarm time
- Process variable name
- Process Variable Description
- Current value of process variable
- Alarm setpoint
- Engineering Units for Process Variables
- Alarm priority
5. Report function
1. The PlantPAX process control system prints reports according to a pre-defined format. The collection and printing of report data is carried out automatically according to user-defined time intervals. Report printing usually adopts an event-driven method or an operator command method. The report software will automatically generate all the title and header.
2. The report types are as follows:
- formatted report
- unformatted report
- Event sequence report
- Diagnose report
- Equipment Operation Report
- Process Variable Trend
6. Screen function
The LCD display of the operation station provides a display window for the operator to understand the status of the production process, and can support the following types of screens.
1. General picture
Display the operating status of each equipment, device and area of the system and the status, measured value, set value, control mode (manual/automatic status), high and low alarm and other information of all process parameter variables. Other related screens can be called up from each display area.
2. Group screen
In the form of the dial of the analog instrument, it is grouped in advance and displays the information of several loops at the same time: such as the measured value of the process parameter variable, the set value of the regulator, the output value, and the control method. The variable value is updated every second, the grouping can be carried out arbitrarily, and the operator can call up the detailed information of any variable (analog quantity or discrete quantity) from the grouping screen. For analog circuits, you can manually change the set value, output value, control mode, etc.; for discrete quantities, you can manually operate the start and stop of the device, and the screen displays the command status and actual status.
3. Detail screen
Displays a parameter, full information on a control point, and real-time and historical trends. The analog circuit can also be set and adjusted directly from the adjustment screen.
4. Trend screen
The system has the ability to display the trend of any data point, and display the trend record curve of at least four variables on the same coordinate axis. There are parameter variables, different colors and different time intervals for the user to freely choose. Perform any zoom display.
5. Graphics screen
Pictures, process flow diagrams, equipment diagrams, and single-line diagrams of production devices can all be displayed on the LCD display. Each screen includes alphanumeric characters and graphic symbols, usually using variable colors, graphics, and flashing to indicate process variables. The values and states of all process variables are dynamically refreshed every second. The operator operates and adjusts the relevant process variables in this screen.
6. Stick figure
The bar graph can represent the change of the process variable, such as the liquid level in the tower, and the bar graph can be displayed in a horizontal or vertical manner.
7. Field device interface
The system can directly connect the controller to intelligent field devices using the following open networks: DeviceNet, Foundation Fieldbus, HART, and the system supports various digital control instruments, including liquid analysis, liquid level, flow, pressure and temperature measurement instruments.
DeviceNet
DeviceNet can be used as an open, low-cost network connection method that systems use to connect industrial equipment, eliminating costly and time-consuming hard-wiring. Direct connections improve communication and provide device-level diagnostics. Because DeviceNet uses trunk/drop line topology, a single DeviceNet cable must provide power and communication signals for all devices in the network. This greatly reduces the amount of wiring required and simplifies installation.
DeviceNet must be able to connect the system controller directly to the underlying devices and provide enhanced device-level diagnostics for easy troubleshooting and trending to improve data collection for each device.
The DeviceNet scanning module must support explicit message communication, so that the controller can support data read and write operations such as configuration, diagnosis, and status of network devices.
The DeviceNet scanning module must support the automatic device replacement (ADR) function. After the DeviceNet compatible device in the network is replaced, its configuration will be automatically updated to the new device by the scanner.
The system provider must explain the DeviceNet interface module and connection method in the bidding documents.
HART I/O
Designed to complement traditional 4-20mA analog signal processing, the HART protocol supports bidirectional digital communication and can be used in process measurement and control equipment.
There are analog input cards that support the HART protocol. Compatible with any field device that supports the HART protocol. The HART device can be ranged from the system, and the system can reflect the range of the device through the handheld programmer. Other HART information must be able to be transferred to the maintenance software package via the I/O card.
HART I/O modules can be added without disrupting the system. This includes installing modules while the rack is powered on. The system must be able to read all variables provided by field devices without additional wiring.
The system has direct access to HART instruments through the control and I/O development software. HART instrument variables must be accessible through the controller Tag data structure, and configuration and calibration must be done through instrument files.
Foundation Fieldbus I/O
The Foundation Fieldbus network can be accessed through a dedicated interface that connects directly to the controller. The seller shall provide intelligent, self-diagnosing connected devices that comply with the Foundation Fieldbus standard. The HSE/H1 (High Speed Ethernet/Fieldbus H1) linking device can support two and four H1 segments.
The linking device must be able to support two network connection methods, EtherNet/IP and Controlnet, for dual co-existing communication. In this way, EtherNet/IP and Controlnet can be used for discrete and process applications, and HSE can be used for process and asset management applications in the same network.
The system supports all field devices certified by the official Foundation Fieldbus standards body and does not need to be certified by the host system vendor. The system is able to read all variables provided by field devices without additional wiring. Provides field device diagnostic information, including device failures, configuration failures, operating modes, and maintenance requests.
The system enables direct integration and access to Foundation Fieldbus devices, including configuration and signal transformation via control and I/O development software.
8、Smart Device Asset Management
The system provides software that can configure all smart field devices in the factory, which is convenient for users to manage smart devices. The software is built on the FDT/DTM standard, as the technology gives engineers the freedom to integrate standard-compliant third-party field and communication components. The system is capable of managing ControlNet, EtherNet/IP, DeviceNet, HART and other field devices that support the Field Device Tool (FDT/DTM) standard interface specification, including actuators and transmitters.
The system's integrated asset management capabilities include:
• Audit trail of programming and parameter changes.
• Controlled access to automated installations according to skills and responsibilities;
• Automation equipment monitoring, including monitoring field instruments, controllers, frequency converters, touch screens, switches and other automation equipment;
• Disaster recovery plan for automation equipment and file archives, including controller program disaster recovery, inverter parameter disaster recovery, so as to ensure that the system program is not damaged when the system has an unrecoverable or catastrophic failure, and can be recovered according to different versions. At the same time, it can manage the assets of third-party equipment;
• Calibration management
• A complete system of asset security audit solutions
• Manage asset profiles
• Enable secure access to control systems
• Track all user actions on the system
• Provides backup and recovery of operational asset configurations
The system automatically maintains an audit trail of changes to assets while controlling access to those assets; it automatically verifies that current operations comply with their constraints. This Integrated Asset Management (IAM) feature should ensure compliance with FAD regulations, which require quality managers to be able to check whether running content has any impact on quality. It also ensures compliance with the ISO9001-2000 system (which requires companies to control all their assets).
The system collects equipment diagnostic information on a regular basis, and status and troubleshooting information should always be reported to the maintenance team.
Asset Calibration enables a paperless calibration solution, managing calibration requirements, specifications, schedules, calibration results, and reporting. Optional features using Field Device Type (FDT) technology should allow access to instrument parameters, assist in the configuration and operation of processing equipment, and aid in diagnostics.
Asset management software:
• Manage installed DTMs through the DTM dialog;
• Establish a DTM network from client computers to physical devices;
• View and edit configuration information for a device (online or offline);
• upload and download configuration information for a device;
• Print configuration information for a device.
The various functions of the asset management software are modular, and various functional components can be selected according to the needs.
Relevant information
Product consultation










Contact Us
Building 6, Ningxing Jiali Plaza, No. 185 Mingxin Road, Yinzhou District, Ningbo City
Tel:( 86-574 ) 87861201
Fax:( 86-574 ) 87861200

Official Account

WeChat Channel
© 2021 JETRON Powered by www.300.cn 浙ICP备12043472号-1 SEO
